浏览次数875
模具零件是同行的都不陌生,工艺多也不多,少也不少,大部分客户加工前都会排好工艺,在图纸上明确要求加工顺序,有些不需要明确加工工艺或顺序,因为要达到图纸上的精度,行内都有默认的工艺。
做模具的人都知道,生产现场异常不断,很多时候不同工艺之间没有合理安排好会影响产品的使用寿命。就按下面这个案例来说吧。
客户询价一批模具冲头,图档为3D,图纸尺寸上未标注公差要求,只是要邮件中注明了整体图纸要求的尺寸公差要求,如下图,但是按照产品的使用来讲,主要使用外径尺寸,但是按照客户的指示,长度和外径,先端部分都要求公差0.005,如果不能一次成形加工到位,工艺不合理安排会导致加工成本会增加很多。
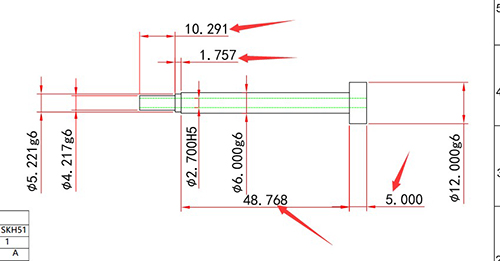
按照产品的使用要求来讲,长度公差并不需要0.005,做到0.02即可,保证冲头的外径尺寸公差即可。那我们就要以通过内外研磨将两头装夹后一次把外径公差保证,最后打磨两端。也可以保证长度的公差。但是外径公差因为基准问题必须要一次到位。这样模具冲头在模板上组装的时候,好组装也一定会保证寿命。先端也不会因为放电的电流损坏材料结构,能更好的保证品质。同时通过样的方式也可以降低成本。

这样的修改工艺得到客户认同后,立即开机上外圆磨,也很快实现了精度,在低成本高效的作业后把模具冲头给了客户。

标签创收提案
全部评论:0条




