浏览次数2170
作者:张丽萍
提案背景:
客户的需求:2015年11月富士冲头团队成交德国新客户A18,在出货要求上,客户要求报价能快速对应,交货时间要快,且一定不要随随便便更改图面要求及材料。
{kind=link}
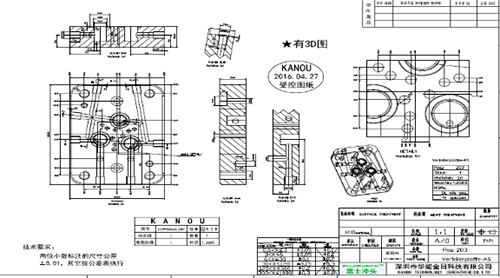
现在的问题点:该批模板按客户要求所有两位小数点的公差为正负0.01,产品工艺斜孔必须上CNC加工,且需要用到四轴来加工,价格会比较高,且产品异形,加工上CNC的还要做专门的夹具,使产品加工成本非常高!对于使用来讲,产品硬度要求HRC57度以上,会影响产品使用寿命!
提案内容:
斜孔没有什么精度,主要是角度难以保证要上CNC加工,又不需要热处理,我们可以改用铣床加工出来,在磨床机上一般都有一个角度治具(如图),此四个斜孔都是相通的,将这个角度治具放在铣床上,用以固定此模板,然后有铣床钻此斜孔,可以用深孔钻的方式加工出来,可以节约成本。
提案效果:
加工时间缩短至8天内完成!加工成本也得到降低。并且客户同样批次的东西第二次下单!对于使用方面来讲,铣床加工使斜孔有规律的刀纹,对于使用来讲更长寿且稳定,如果使用CNC加工需要精加工和粗加工,工艺繁多使产品内径有段差或有锥度,品质不能稳定。

标签
上一篇:我眼中的团队定价
下一篇:组配配合公差修改,有效提高良品率
全部评论:0条




