-
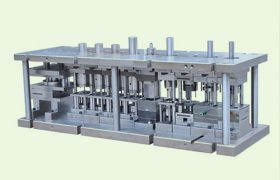
五金冲压加工是目前应用广泛的金属加工方式,而五金冲压模具则是五金冲压件加工过程中最重要的工艺装备,关系着冲压件最终的产品使用性能和质量。为延长五金冲压模具的使用寿命和使用效果,就需要对五金冲压模具做好维护保养工作。 五金冲压模具的维护和保养方法 1、使用前要检查五金冲压模具状态是否完好,使用的冲压材料是否符合工艺图纸要求,防止由于原材料不符合要求而损坏模具,不能完成五金冲压件生产。 2、模具使用过程中冲头易出现折断、弯曲…
-
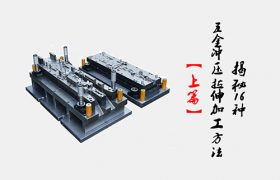
我们讲到五金冲压深拉伸加工方法,下面我们来具体介绍一下使用冲压设备进行五金冲压拉伸加工时的16种类型,由于信息量太大,小编分为上下两篇,希望大家能够多多指教。 1、圆筒拉伸工: 带凸缘(法兰)圆筒产品的拉伸。法兰与底部均为平面形状,圆筒侧壁为轴对称,在同一圆周上变形均匀分布,法兰上毛坯产生拉深变形。 2、椭圆拉伸加工: 法兰上毛坯的变形为拉伸变形,但变形量与变形比沿轮廓形状相应变化。曲率越大的部分,毛坯的塑…
-
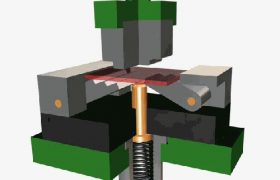
五金模具设计中,经常会根据材质、板厚的不同,进行冲裁间隙的确定。合理间隙值的确定对冲裁达到较好的断面质量、较高的尺寸精度、提高模具寿命至关重要。 合理间隙指的是一个范围值:最小间隙—最大间隙。冲裁间隙是综合考虑各个因素的影响及产品对切断面要求来确定的。在具体设计模具时,根据工件和生产上的具体要求可按下列原则进行选取: (1)、当工件的断面质量没有严格要求时,为了提高模具寿命和减小冲裁力,可以选择较大间隙值。 (2)、…
-
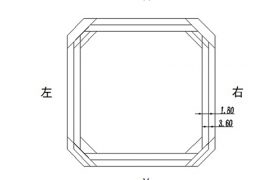
深拉伸产品(圆形/异形)在模具设计时,经常要运用旋切工艺将产品与废料分离。下面,具体用一个圆形拉伸件实例讲解如何具体进行旋切工艺设计。 实例参数: 产品壁厚0.8mm; 产品内径尺寸直径18.00; 产品高度尺寸55.00+0.02/-0.02; 产品拉伸体外壁不允许有台阶; 产品切断面要求平面。 实例一:圆形深拉伸产品旋切工艺设计 首先,我们需要确定旋切工艺的几个具体参数: 1.滑块前后左右的最大活动量为3.60mm即…
-
深拉伸模具在开发调模过程中,经常会遇到起皱、刮痕(产品外壁或内壁拉花)、拉破、壁厚不均(产品外壁呈现波浪形)、拉偏等等问题。然而拉偏又是上述问题中较难解决的一类,若在模具调试过程中碰到产品拉偏,往往令整个开发团队非常头痛。 造成产品拉偏的原因非常多,其中比较重要的一个原因往往是模具设计的结构不合理。那么,今天与大家分享一下:如何在设计初始防止产品拉偏。 如上图所示为模具拉开状态,我们来分析一下模具的拉伸成形过程: A:当…




