深拉伸模具在开发调模过程中,经常会遇到起皱、刮痕(产品外壁或内壁拉花)、拉破、壁厚不均(产品外壁呈现波浪形)、拉偏等等问题。然而拉偏又是上述问题中较难解决的一类,若在模具调试过程中碰到产品拉偏,往往令整个开发团队非常头痛。
造成产品拉偏的原因非常多,其中比较重要的一个原因往往是模具设计的结构不合理。那么,今天与大家分享一下:如何在设计初始防止产品拉偏。
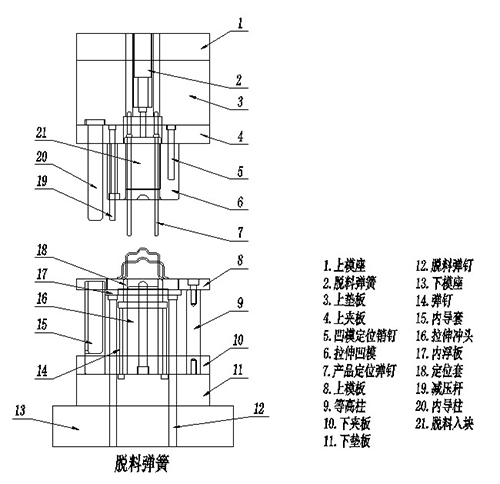
如上图所示为模具拉开状态,我们来分析一下模具的拉伸成形过程:
A:当冲床滑块下行时,产品定位弹钉(7)先接触产品将其定位;
B:冲床滑块继续向下运动,减压杆(19)顶住内浮板(17)往下运动,产品在内浮板上也一起向下运动。此处需说明减压杆(19)露出拉伸凹模(6)的高度一定要比前一步拉伸胚料的高度值大,因为减压杆(19)的作用为模具向下运动时,不让产品先受力而导致变形。
C:当内浮板(17)受力于减压杆(19)向下运动时,利用事先计算好的内浮板(17)与定位套(18)之间的高度差,产品自然套在定位套里。
D:滑块继续下行,内浮板(17)的底部与定位套(18)相接触,在力的作用下一起往下运动(此时产品套在定位套里面)。
E:向下运动一段距离后,产品自然落到拉伸冲头(16)上。
F:冲床滑块继续向下运动,当运动的距离等于减压杆(19)露出拉伸凹模(6)的高度与前一步拉伸胚料高度之间的差值时,此工位产品开始拉伸。此处需说明在产品开始拉伸初期,定位套一定不能完全离开上一部产品胚料。
G:滑块继续下行,完成整个拉伸动作。
以上为我司进行传递模向上拉伸设计时,避免产品拉偏经常采用的拉伸成型结构。实践证明,此结构也非常实用,希望能给大家在此类型深拉伸模具设计时提供一些帮助。
当然,传递模向下拉伸、连续模向上拉伸、连续模向下拉伸在设计端如何防止拉偏我司也有相对应的经验总结,在后续经验分享中会一一做出结构及运动原理分析,希望有兴趣同行可以继续关注、一起交流。





